–ó–∞–¥–∞—á–µ–π –¥–∞–Ω–Ω–æ–π —Å—Ç–∞—Ç—å–∏ —è–≤–ª—è–µ—Ç—Å—è –∏–∑–ª–æ–∂–µ–Ω–∏–µ –º–∞—Ç–µ—Ä–∏–∞–ª–æ–≤ –æ –Ω–æ–≤—ã—Ö —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏—Ö –ø—Ä–æ—Ü–µ—Å—Å–∞—Ö –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è —Ä–∞–±–æ—á–∏—Ö –∫–æ–ª–µ—Å —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω—ã—Ö –Ω–∞—Å–æ—Å–æ–≤ –º–µ—Ç–æ–¥–æ–º —Ç–æ—á–Ω–æ–π –æ–±—ä–µ–º–Ω–æ–π —à—Ç–∞–º–ø–æ–≤–∫–∏ —Å –≤—ã—Å–æ–∫–∏–º–∏ –ø–æ–∫–∞–∑–∞—Ç–µ–ª—è–º–∏ –ö–ò–ú –∏ –ö–ù–ü –∏ –∫–∞—á–µ—Å—Ç–≤, —Å –Ω–∏–∑–∫–∏–º–∏ –ø–æ–∫–∞–∑–∞—Ç–µ–ª—è–º–∏ —Ç—Ä—É–¥–æ–µ–º–∫–æ—Å—Ç–∏.
–õ—é–±–∞—è –Ω–∞—É–∫–∞ –Ω–∞—á–∏–Ω–∞–µ—Ç—Å—è —Å –∫–ª–∞—Å—Å–∏—Ñ–∏–∫–∞—Ü–∏–∏. –î–æ –Ω–∞—Å—Ç–æ—è—â–µ–≥–æ –≤—Ä–µ–º–µ–Ω–∏ —Å—É—â–µ—Å—Ç–≤–æ–≤–∞–ª–æ –Ω–µ—Å–∫–æ–ª—å–∫–æ –∫–ª–∞—Å—Å–∏—Ñ–∏–∫–∞—Ü–∏–π —Ä–∞–±–æ—á–∏—Ö –∫–æ–ª–µ—Å –ª–æ–ø–∞—Ç–æ—á–Ω—ã—Ö –º–∞—à–∏–Ω, –≥–∞–∑–æ–≤—ã—Ö –∏ –≥–∏–¥—Ä–∞–≤–ª–∏—á–µ—Å–∫–∏—Ö, –≤ –æ—Å–Ω–æ–≤—É –∫–æ—Ç–æ—Ä—ã—Ö –ø–æ–ª–æ–∂–µ–Ω—ã –∫–æ–Ω—Å—Ç—Ä—É–∫—Ç–∏–≤–Ω—ã–µ —Ñ—É–Ω–∫—Ü–∏–æ–Ω–∞–ª—å–Ω—ã–µ –ø—Ä–∏–∑–Ω–∞–∫–∏, –≥–¥–µ –Ω–µ —É—á–∏—Ç—ã–≤–∞—é—Ç—Å—è —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏–µ –ø—Ä–∏–∑–Ω–∞–∫–∏ –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è –¥–∞–Ω–Ω–æ–≥–æ –≤–∏–¥–∞ –¥–µ—Ç–∞–ª–µ–π. –ü—Ä–µ–¥–ª–∞–≥–∞–µ—Ç—Å—è –∫–ª–∞—Å—Å–∏—Ñ–∏–∫–∞—Ü–∏—è —Ä–∞–±–æ—á–∏—Ö –∫–æ–ª–µ—Å –ª–æ–ø–∞—Ç–æ—á–Ω—ã—Ö –º–∞—à–∏–Ω (—Ç–∞–±–ª. 1), –ø–æ—Å—Ç—Ä–æ–µ–Ω–Ω–∞—è –ø–æ —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–æ–º—É –ø—Ä–∏–∑–Ω–∞–∫—É, —Ç. –µ. –ø–æ —Å–ø–æ—Å–æ–±—É –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è –¥–µ—Ç–∞–ª–∏.
–ü—Ä–µ–¥–ª–æ–∂–µ–Ω–Ω–∞—è –∫–ª–∞—Å—Å–∏—Ñ–∏–∫–∞—Ü–∏—è —Å–æ—Å—Ç–æ–∏—Ç –∏–∑ –¥–≤—É—Ö —Ç–∏–ø–æ–≤ –∫–æ–ª–µ—Å: 1 —Ç–∏–ø – –∑–∞–∫—Ä—ã—Ç—ã–µ —Å –ø–æ–∫—Ä—ã–≤–Ω—ã–º –¥–∏—Å–∫–æ–º, 2 —Ç–∏–ø - –æ—Ç–∫—Ä—ã—Ç—ã–µ –±–µ–∑ –¥–∏—Å–∫–∞.
–ü–æ –∫–æ–Ω—Å—Ç—Ä—É–∫—Ç–∏–≤–Ω–æ–º—É –ø—Ä–∏–∑–Ω–∞–∫—É –∫–æ–ª–µ—Å–∞ –º–æ–∂–Ω–æ —Ä–∞–∑–¥–µ–ª–∏—Ç—å –Ω–∞:
1.1 –∏ 2.1 –º–æ–Ω–æ–∫–æ–ª–µ—Å–∞ – –¥–∏—Å–∫ –≤–º–µ—Å—Ç–µ —Å –ª–æ–ø–∞—Ç–∫–∞–º–∏;
1.2 –∏ 2.2 - –º–æ–Ω–æ–ª–∏—Ç–Ω—ã–µ;
1.3 –∏ 2.3 - —à—Ç–∞–º–ø–æ—Å–≤–∞—Ä–Ω—ã–µ –∏–∑ –ª–∏—Å—Ç–∞;
1.4 - –ª–∏—Ç–æ–ø–∞—è–Ω–Ω—ã–µ;
2.4 - —à—Ç–∞–º–ø–æ–ø–∞—è–Ω–Ω—ã–µ;
2.5 - —à—Ç–∞–º–ø–æ–∫–æ–≤–∞–Ω–Ω—ã–µ.
–¢–∞–±–ª–∏—Ü–∞ 1. –ö–ª–∞—Å—Å–∏—Ñ–∏–∫–∞—Ü–∏—è —Ä–∞–±–æ—á–∏—Ö –∫–æ–ª–µ—Å –ª–æ–ø–∞—Ç–æ—á–Ω—ã—Ö –≥–∏–¥—Ä–∞–≤–ª–∏—á–µ—Å–∫–∏—Ö –º–∞—à–∏–Ω (—Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω—ã—Ö –Ω–∞—Å–æ—Å–æ–≤) –ø–æ —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–æ–º—É –ø—Ä–∏–∑–Ω–∞–∫—É
|
|
–ù–∞–∏–º–µ–Ω–æ–≤–∞–Ω–∏–µ –≥—Ä—É–ø–ø |
–°–ø–æ—Å–æ–± –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è |
|
I —Ç–∏–ø (–∑–∞–∫—Ä—ã—Ç—ã–µ) |
1.1 . –ú–æ–Ω–æ–∫–æ–ª–µ—Å–∞ |
–º–µ—Ö–∞–Ω–∏—á–µ—Å–∫–∞—è –æ–±—Ä–∞–±–æ—Ç–∫–∞ |
|
1.2 . –ú–æ–Ω–æ–ª–∏—Ç—ã–µ |
–ª–∏—Ç—å–µ: – –≤ –∑–µ–º–ª—é; – –≤ –∫–æ–∫–∏–ª—å; – —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω–æ–µ; – —Ç–æ—á–Ω–æ–µ, –ø–æ –≤—ã–ø–ª–∞–≤–ª—è–µ–º—ã–º –º–æ–¥–µ–ª—è–º |
|
|
1.3 . –®—Ç–∞–º–ø–æ—Å–≤–∞—Ä–Ω—ã–µ –∏–∑ –ª–∏—Å—Ç–∞ |
– —à—Ç–∞–º–ø–æ–≤–∫–∞; – —Å–±–æ—Ä–∫–∞; – —Ç–æ—á–µ—á–Ω–∞—è —Å–≤–∞—Ä–∫–∞ |
|
|
1.4 . –õ–∏—Ç–æ–ø–∞—è–Ω–Ω—ã–µ |
– –ª–∏—Ç—å–µ; – –º–µ—Ö–∞–Ω–∏—á–µ—Å–∫–∞—è –æ–±—Ä–∞–±–æ—Ç–∫–∞; – –ø–∞–π–∫–∞ |
|
|
II —Ç–∏–ø (–æ—Ç–∫—Ä—ã—Ç—ã–µ) |
2.1 . –ú–æ–Ω–æ–∫–æ–ª–µ—Å–∞ |
–º–µ—Ö–∞–Ω–∏—á–µ—Å–∫–∞—è –æ–±—Ä–∞–±–æ—Ç–∫–∞ |
|
2.2 . –ú–æ–Ω–æ–ª–∏—Ç—ã–µ |
–ª–∏—Ç—å–µ: – –≤ –∑–µ–º–ª—é; – –≤ –∫–æ–∫–∏–ª—å; – —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω–æ–µ; – —Ç–æ—á–Ω–æ–µ, –ø–æ –≤—ã–ø–ª–∞–≤–ª—è–µ–º—ã–º –º–æ–¥–µ–ª—è–º |
|
|
2.3 . –®—Ç–∞–º–ø–æ—Å–≤–∞—Ä–Ω—ã–µ –∏–∑ –ª–∏—Å—Ç–∞ |
– —à—Ç–∞–º–ø–æ–≤–∫–∞; – —Å–±–æ—Ä–∫–∞; – —Ç–æ—á–µ—á–Ω–∞—è —Å–≤–∞—Ä–∫–∞ |
|
|
2.4 . –®—Ç–∞–º–ø–æ–ø–∞—è–Ω–Ω—ã–µ |
– —à—Ç–∞–º–ø–æ–≤–∫–∞; – —Å–±–æ—Ä–∫–∞; – –ø–∞–π–∫–∞ |
|
|
2.5 . –ú–æ–Ω–æ—à—Ç–∞–º–ø–æ–≤–∞–Ω–Ω—ã–µ |
–≤—ã—Å–æ–∫–æ—Å–∫–æ—Ä–æ—Å—Ç–Ω–∞—è —à—Ç–∞–º–ø–æ–≤–∫–∞ |
–•–∞—Ä–∞–∫—Ç–µ—Ä–∏—Å—Ç–∏–∫–∏ —Å–ø–æ—Å–æ–±–æ–≤
1. –ú–æ–Ω–æ–∫–æ–ª–µ—Å–∞ 1.1 –∏ 2.1, –∏–∑–≥–æ—Ç–∞–≤–ª–∏–≤–∞–µ–º—ã–µ –º–µ—Ö–∞–Ω–∏—á–µ—Å–∫–æ–π –æ–±—Ä–∞–±–æ—Ç–∫–æ–π, –∏–º–µ—é—Ç –±–æ–ª—å—à—É—é —Ç—Ä—É–¥–æ–µ–º–∫–æ—Å—Ç—å –∏ –Ω–∏–∑–∫–∏–π –ö–ò–ú (–∫–æ—ç—Ñ—Ñ–∏—Ü–∏–µ–Ω—Ç –∏—Å–ø–æ–ª—å–∑–æ–≤–∞–Ω–∏—è –º–µ—Ç–∞–ª–ª–∞), –∞ –ö–ù–ü (–∫–æ—ç—Ñ—Ñ–∏—Ü–∏–µ–Ω—Ç –Ω–µ–æ–±—Ä–∞–±–∞—Ç—ã–≤–∞–µ–º–æ–π –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–∏) –æ—Ç—Å—É—Ç—Å—Ç–≤—É–µ—Ç, —Ç. –µ. —Ä–∞–≤–µ–Ω –Ω—É–ª—é.
2. –õ–∏—Ç—ã–µ –∫–æ–ª–µ—Å–∞ 1.2 –∏ 2.2 - –Ω–∞–∏–±–æ–ª–µ–µ –º–∞—Å—Å–æ–≤—ã–µ, –ø—Ä–∏–º–µ–Ω—è–µ–º—ã–µ –≤ –Ω–∞—Å–æ—Å–æ—Å—Ç—Ä–æ–µ–Ω–∏–∏ –¥–æ –Ω–∞—Å—Ç–æ—è—â–µ–≥–æ –≤—Ä–µ–º–µ–Ω–∏, –æ–¥–Ω–∞–∫–æ –∏–º–µ—é—â–∏–µ –±–æ–ª—å—à—É—é –º–∞—Å—Å—É –∏ –Ω–∏–∑–∫–∏–π —É—Ä–æ–≤–µ–Ω—å –∫–∞—á–µ—Å—Ç–≤–∞ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–∏.
3. –®—Ç–∞–º–ø–æ—Å–≤–∞—Ä–Ω—ã–µ —Å–±–æ—Ä–Ω—ã–µ –∫–æ–ª–µ—Å–∞ 1.3 –∏ 2.3 –æ–±–ª–∞–¥–∞—é—Ç –≤—ã—Å–æ–∫–∏–º–∏ –ø–æ–∫–∞–∑–∞—Ç–µ–ª—è–º–∏ –ö–ò–ú –∏ –ö–ù–ü. –≠—Ç–æ –ø—Ä–æ–≥—Ä–µ—Å—Å–∏–≤–Ω—ã–π –º–µ—Ç–æ–¥ –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è —Ä–∞–±–æ—á–∏—Ö –∫–æ–ª–µ—Å –≥–∏–¥—Ä–∞–≤–ª–∏—á–µ—Å–∫–∏—Ö –ª–æ–ø–∞—Ç–æ—á–Ω—ã—Ö –º–∞—à–∏–Ω, –∫–æ—Ç–æ—Ä—ã–π —à–∏—Ä–æ–∫–æ –ø—Ä–∏–º–µ–Ω—è–µ—Ç—Å—è –∑–∞—Ä—É–±–µ–∂–Ω—ã–º–∏ –Ω–∞—Å–æ—Å–æ—Å—Ç—Ä–æ–∏—Ç–µ–ª—å–Ω—ã–º–∏ —Ñ–∏—Ä–º–∞–º–∏ (Wilo, Grundfos –∏ –ø—Ä.). –û–¥–Ω–∞–∫–æ –ø—Ä–∏ —ç—Ç–æ–º –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ –∏—Å–ø–æ–ª—å–∑–æ–≤–∞—Ç—å –±–æ–ª—å—à–æ–µ –∫–æ–ª–∏—á–µ—Å—Ç–≤–æ –¥–æ—Ä–æ–≥–æ—Å—Ç–æ—è—â–µ–π —à—Ç–∞–º–ø–æ–≤–æ–π –æ—Å–Ω–∞—Å—Ç–∫–∏ –∏ —Å–±–æ—Ä–æ—á–Ω—ã—Ö —Å—Ç–∞–ø–µ–ª–µ–π.
4. –®—Ç–∞–º–ø–æ–ø–∞—è–Ω–Ω—ã–µ –∫–æ–ª–µ—Å–∞ 1.4 –∏ 2.4 –æ–±–ª–∞–¥–∞—é—Ç —Ç–µ–º–∏ –∂–µ —Ç–µ—Ö–Ω–∏–∫–æ - —ç–∫–æ–Ω–æ–º–∏—á–µ—Å–∫–∏–º–∏ –ø–æ–∫–∞–∑–∞—Ç–µ–ª—è–º–∏, –∫–∞–∫ –∏ —Å–ø–æ—Å–æ–±—ã 1.3 –∏ 2.3.
5. –ü—Ä–µ–¥–ª–∞–≥–∞–µ—Ç—Å—è —Ä–∞—Å—Å–º–æ—Ç—Ä–µ—Ç—å —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏–π –ø—Ä–æ—Ü–µ—Å—Å –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è —Ä–∞–±–æ—á–∏—Ö –∫–æ–ª–µ—Å –≥–∏–¥—Ä–∞–≤–ª–∏—á–µ—Å–∫–∏—Ö –ª–æ–ø–∞—Ç–æ—á–Ω—ã—Ö –º–∞—à–∏–Ω –º–µ—Ç–æ–¥–∞–º–∏ —Ç–æ—á–Ω–æ–π –æ–±—ä–µ–º–Ω–æ–π —à—Ç–∞–º–ø–æ–≤–∫–∏ - 2.5 –º–æ–Ω–æ—à—Ç–∞–º–ø–æ–≤–∞–Ω–Ω—ã–µ –∫–æ–ª–µ—Å–∞. –ò–∑ –≤—Å–µ—Ö —Ä–∞—Å—Å–º–∞—Ç—Ä–∏–≤–∞–µ–º—ã—Ö —Å–ø–æ—Å–æ–±–æ–≤ –≤ —Ç–∞–±–ª. 1 – —ç—Ç–æ —Å–∞–º—ã–π –∏–Ω–Ω–æ–≤–∞—Ü–∏–æ–Ω–Ω—ã–π —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏–π –ø—Ä–æ–µ–∫—Ç –≤ –Ω–∞—Å–æ—Å–æ—Å—Ç—Ä–æ–µ–Ω–∏–∏, –æ—Ç–ª–∏—á–∞—é—â–∏–π—Å—è –æ—Ç –ø—Ä–æ—á–∏—Ö –Ω–∏–∑–∫–æ–π —Ç—Ä—É–¥–æ–µ–º–∫–æ—Å—Ç—å—é, –≤—ã—Å–æ–∫–∏–º–∏ –ö–ò–ú –∏ –ö–ù–ü –∏ –ø–æ–∫–∞–∑–∞—Ç–µ–ª—è–º–∏ –∫–∞—á–µ—Å—Ç–≤–∞ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–∏.
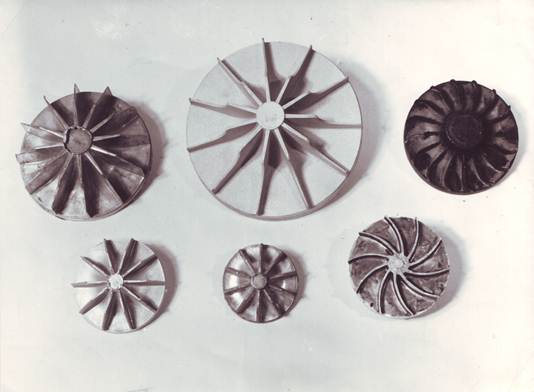
–ú–æ–Ω–æ—à—Ç–∞–º–ø–æ–≤–∞–Ω–Ω—ã–µ —Ä–∞–±–æ—á–∏–µ –∫–æ–ª–µ—Å–∞ – –Ω–æ–≤–æ–µ –Ω–∞–ø—Ä–∞–≤–ª–µ–Ω–∏–µ –≤ —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏–∏ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞ —Ä–∞–±–æ—á–∏—Ö –∫–æ–ª–µ—Å –≥–∞–∑–æ–≤—ã—Ö –∏ –≥–∏–¥—Ä–∞–≤–ª–∏—á–µ—Å–∫–∏—Ö –ª–æ–ø–∞—Ç–æ—á–Ω—ã—Ö –º–∞—à–∏–Ω, –Ω–æ–≤–∏–∑–Ω–∞ –∫–æ—Ç–æ—Ä–æ–≥–æ –∑–∞–∫–ª—é—á–∞–µ—Ç—Å—è –≤ —Ç–æ–º, —á—Ç–æ –∏–∑ –∑–∞–≥–æ—Ç–æ–≤–∫–∏ –ø—Ä–æ—Å—Ç–æ–π —Ñ–æ—Ä–º—ã, –æ—Ç—Ä–µ–∑–∞–Ω–Ω–æ–π –æ—Ç –ø—Ä—É—Ç–∫–∞ –º–µ—Ç–æ–¥–∞–º–∏ –ø–ª–∞—Å—Ç–∏—á–µ—Å–∫–æ–≥–æ –¥–µ—Ñ–æ—Ä–º–∏—Ä–æ–≤–∞–Ω–∏—è (–≤—ã—Å–æ–∫–æ—Å–∫–æ—Ä–æ—Å—Ç–Ω–æ–π –∏–ª–∏ –∏–∑–æ—Ç–µ—Ä–º–∏—á–µ—Å–∫–æ–π —à—Ç–∞–º–ø–æ–≤–∫–æ–π), –∏–∑–≥–æ—Ç–∞–≤–ª–∏–≤–∞—é—Ç —Ä–∞–±–æ—á–∏–µ –∫–æ–ª–µ—Å–∞ –ª–æ–ø–∞—Ç–æ—á–Ω—ã—Ö –º–∞—à–∏–Ω —Å –≥–æ—Ç–æ–≤—ã–º–∏ —Ñ—É–Ω–∫—Ü–∏–æ–Ω–∞–ª—å–Ω—ã–º–∏ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—è–º–∏ (—Ä–∏—Å. 1).

–Ý–∏—Å. 1. –Ý–∞–±–æ—á–∏–µ –∫–æ–ª–µ—Å–∞ –ª–æ–ø–∞—Ç–æ—á–Ω—ã—Ö –º–∞—à–∏–Ω —Å –≥–æ—Ç–æ–≤—ã–º–∏ —Ñ—É–Ω–∫—Ü–∏–æ–Ω–∞–ª—å–Ω—ã–º–∏ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—è–º–∏.
–¶–µ–ª—å–Ω–æ—à—Ç–∞–º–ø–æ–≤–∞–Ω–Ω—ã–µ –∫–æ–ª–µ—Å–∞ –ø–æ —Å—Ö–µ–º–µ «–¥–∏—Å–∫ –≤–º–µ—Å—Ç–µ —Å –ª–æ–ø–∞—Ç–∫–∞–º–∏» —Å –≥–æ—Ç–æ–≤—ã–º–∏ –ø–æ—Å–ª–µ —Ñ–æ—Ä–º–æ–∏–∑–º–µ–Ω–µ–Ω–∏—è —Ñ—É–Ω–∫—Ü–∏–æ–Ω–∞–ª—å–Ω—ã–º–∏ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç—è–º–∏ –≤—ã—Å–æ–∫–æ–≥–æ –∫–∞—á–µ—Å—Ç–≤–∞ —à–µ—Ä–æ—Ö–æ–≤–∞—Ç–æ—Å—Ç—å—é Ra 3,2, –ø–æ–¥ –≤–∏–±—Ä–æ–≥–∞–ª—Ç–æ–≤–∫—É, –≤–∏–±—Ä–æ—à–ª–∏—Ñ–æ–≤–∫—É, –º–∏–Ω–∏–º–∞–ª—å–Ω–∞—è —Ç–æ–ª—â–∏–Ω–∞ –ª–æ–ø–∞—Ç–æ–∫: 0,8 – 1,2 –º–º, —á—Ç–æ –ø–æ–∑–≤–æ–ª—è–µ—Ç –∑–Ω–∞—á–∏—Ç–µ–ª—å–Ω–æ —Å–Ω–∏–∑–∏—Ç—å –≤ –Ω–∞—Å–æ—Å–µ –ø–æ—Ç–µ—Ä–∏ –º–æ—â–Ω–æ—Å—Ç–∏ –Ω–∞ —Ç—Ä–µ–Ω–∏–µ.
–ú–æ–Ω–æ—à—Ç–∞–º–ø–æ–≤–∞–Ω–Ω—ã–µ –∫–æ–ª–µ—Å–∞ –∏–∑–≥–æ—Ç–∞–≤–ª–∏–≤–∞—é—Ç—Å—è –∏–∑ —Ä–∞–∑–ª–∏—á–Ω—ã—Ö —Å–ø–ª–∞–≤–æ–≤ –Ω–∞ –æ—Å–Ω–æ–≤–µ:
– –∞–ª—é–º–∏–Ω–∏—è (–ê–í, –ê–ú—Ü, –ê–ú–≥, –ê–ö 4-1, –ê–ö 6, –í 95 –∏ –ø—Ä.);
– –º–µ–¥–∏ (–ë—Ä–∞–∂ 9-4, –õ 62, –õ 63 –∏ –ø—Ä.);
– —Ç–∏—Ç–∞–Ω–∞ (–í–¢ 1-0, –í–¢ 3-1, –í–¢ 6, –í–¢ 8 –∏ –ø—Ä.);
– —Å—Ç–∞–ª–∏ (–ª—é–±—ã–µ –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏–æ–Ω–Ω—ã–µ –∏ –Ω–µ—Ä–∂–∞–≤–µ—é—â–∏–µ —Ç–∏–ø–∞ 12–•18–ù9–¢).
–û–±–æ—Å–Ω–æ–≤–∞–Ω–∏–µ –ø—Ä–∏–º–µ–Ω–µ–Ω–∏—è –æ—Ç–∫—Ä—ã—Ç—ã—Ö –∫–æ–ª–µ—Å –≤ –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏–∏ —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω—ã—Ö –Ω–∞—Å–æ—Å–æ–≤
–®—Ç–∞–º–ø–æ–≤–∞–Ω–Ω—ã–µ –æ—Ç–∫—Ä—ã—Ç—ã–µ –∫–æ–ª–µ—Å–∞ –∏–º–µ—é—Ç –≤–µ—Å –º–µ–Ω—å—à–∏–π, –ø–æ —Å—Ä–∞–≤–Ω–µ–Ω–∏—é —Å –ª–∏—Ç—ã–º–∏ –∑–∞–∫—Ä—ã—Ç—ã–º–∏ –∫–æ–ª–µ—Å–∞–º–∏. –ü—Ä–∏ –≤—ã–±–æ—Ä–µ —Ç–æ—á–Ω–æ–≥–æ –º–∏–Ω–∏–º–∞–ª—å–Ω–æ–≥–æ –∑–∞–∑–æ—Ä–∞ Z 0,2 – 0,5 –º–º (—Ä–∏—Å. 2) –º–µ–∂–¥—É –∫–æ—Ä–ø—É—Å–æ–º —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω–æ–≥–æ –Ω–∞—Å–æ—Å–∞ –∏ –∫–æ–ª–µ—Å–æ–º –æ–±—Ä–∞–∑—É–µ—Ç—Å—è «–ø–æ–≥—Ä–∞–Ω–∏—á–Ω—ã–π —Å–ª–æ–π», –∫–æ—Ç–æ—Ä—ã–π –≤—ã–ø–æ–ª–Ω—è–µ—Ç —Ä–æ–ª—å –ø–æ–∫—Ä—ã–≤–Ω–æ–≥–æ –¥–∏—Å–∫–∞. –≠–∫—Å–ø–µ—Ä–∏–º–µ–Ω—Ç—ã –∏ –º–Ω–æ–≥–æ–ª–µ—Ç–Ω—è—è —ç–∫—Å–ø–ª—É–∞—Ç–∞—Ü–∏—è —Å 1988 –≥. –Ω–µ—Å–∫–æ–ª—å–∫–∏—Ö —Ç—ã—Å—è—á —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω—ã—Ö –Ω–∞—Å–æ—Å–æ–≤ –º–∞—Ä–∫–∏ –¶–ù–õ (—Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω—ã–π –Ω–∞—Å–æ—Å –ª–∏–Ω–µ–π–Ω—ã–π) –∏–ª–∏ –ö–ú–õ (–∫–æ–Ω—Å–æ–ª—å–Ω—ã–π –º–æ–Ω–æ–±–ª–æ—á–Ω—ã–π –ª–∏–Ω–µ–π–Ω—ã–π) –ø–æ–¥—Ç–≤–µ—Ä–¥–∏–ª–∏ –ø—Ä–∞–≤–æ–º–æ—á–Ω–æ—Å—Ç—å –¥–∞–Ω–Ω–æ–≥–æ —Ä–µ—à–µ–Ω–∏—è.
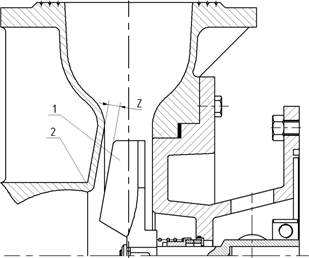
–Ý–∏—Å. 2. –ú–æ–Ω—Ç–∞–∂–Ω—ã–π –∑–∞–∑–æ—Ä Z –º–µ–∂–¥—É –∫–æ–ª–µ—Å–æ–º (1) –∏ –∫–æ—Ä–ø—É—Å–æ–º (2) —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω–æ–≥–æ –Ω–∞—Å–æ—Å–∞.
–ù–∞ —Ä–∏—Å. 3 –ø—Ä–µ–¥—Å—Ç–∞–≤–ª–µ–Ω–∞ –≥—Ä—É–ø–ø–∞ –º–æ–Ω–æ—à—Ç–∞–º–ø–æ–≤–∞–Ω–Ω—ã—Ö –∫–æ–ª–µ—Å –Ω–∞—Å–æ—Å–æ–≤ –∏–∑ –∞–ª—é–º–∏–Ω–∏–µ–≤—ã—Ö —Å–ø–ª–∞–≤–æ–≤ –∏ —Å—Ç–∞–ª–µ–π.
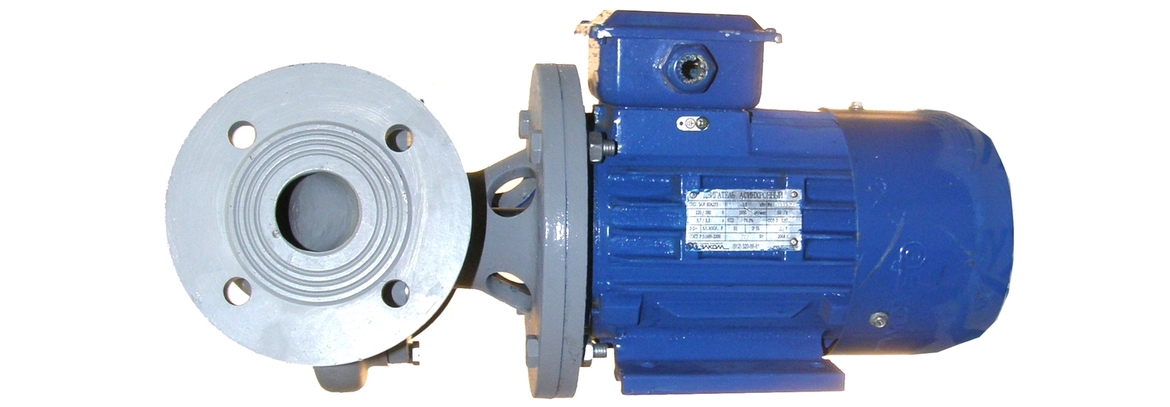
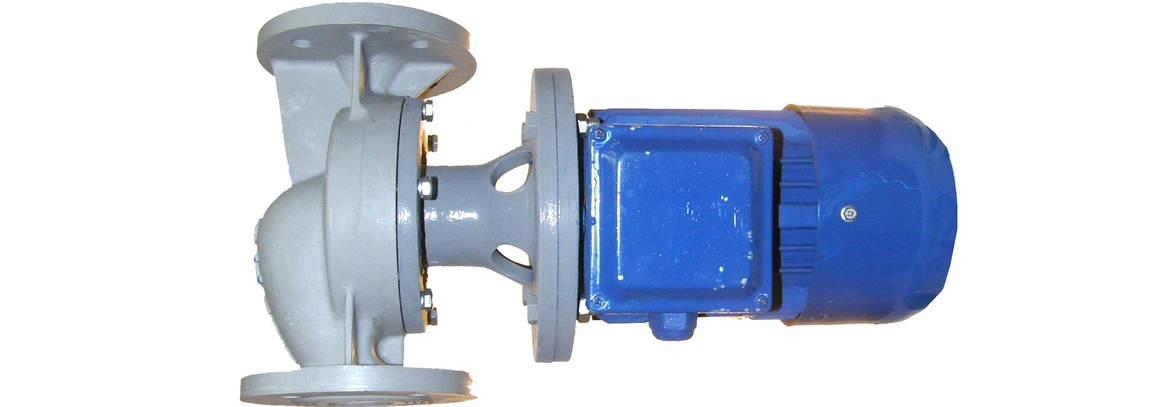
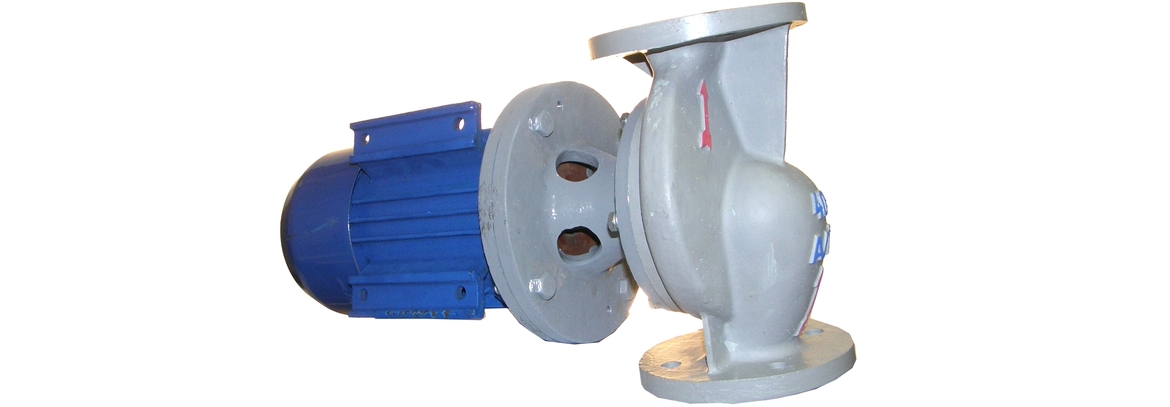
–í—Å–µ —ç–ª–µ–∫—Ç—Ä–æ–Ω–∞—Å–æ—Å–Ω—ã–µ –∞–≥—Ä–µ–≥–∞—Ç—ã –¶–ù–õ (–ö–ú–õ) –∫–æ–º–ø–ª–µ–∫—Ç—É—é—Ç—Å—è —ç–ª–µ–∫—Ç—Ä–æ–¥–≤–∏–≥–∞—Ç–µ–ª—è–º–∏ –æ–±—â–µ–ø—Ä–æ–º—ã—à–ª–µ–Ω–Ω–æ–≥–æ –ø—Ä–∏–º–µ–Ω–µ–Ω–∏—è —Ç–∏–ø–∞ –ê–ò–Ý –ª–∏–±–æ –ê–ò–° –∏—Å–ø–æ–ª–Ω–µ–Ω–∏—è 3081 (—Ñ–ª–∞–Ω—Ü–µ–≤—ã–µ), –∏–ª–∏ 2081 (—Ñ–ª–∞–Ω–µ—Ü –ª–∞–ø—ã). –ö—Ä–æ–º–µ —Ç–æ–≥–æ, –Ω–∞—Å–æ—Å—ã –¶–ù–õ –º–æ–≥—É—Ç –±—ã—Ç—å —É–∫–æ–º–ø–ª–µ–∫—Ç–æ–≤–∞–Ω—ã –≤–∑—Ä—ã–≤–æ–∑–∞—â–∏—â–µ–Ω–Ω—ã–º–∏ —ç–ª–µ–∫—Ç—Ä–æ–¥–≤–∏–≥–∞—Ç–µ–ª—è–º–∏ —Ç–∏–ø–∞ –í–ó–ò, –∞ —Ç–∞–∫–∂–µ –æ–¥–Ω–æ
—Ñ–∞–∑–Ω—ã–º–∏ —ç–ª–µ–∫—Ç—Ä–æ–¥–≤–∏–≥–∞—Ç–µ–ª—è–º–∏ —Å –∫–æ–Ω–¥–µ–Ω—Å–∞—Ç–æ—Ä–Ω—ã–º –ø—É—Å–∫–æ–º.
–Ý–∏—Å. 3. –ú–æ–Ω–æ—à—Ç–∞–º–ø–æ–≤–∞–Ω–Ω—ã–µ –∫–æ–ª–µ—Å–∞ —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω—ã—Ö –Ω–∞—Å–æ—Å–æ–≤.
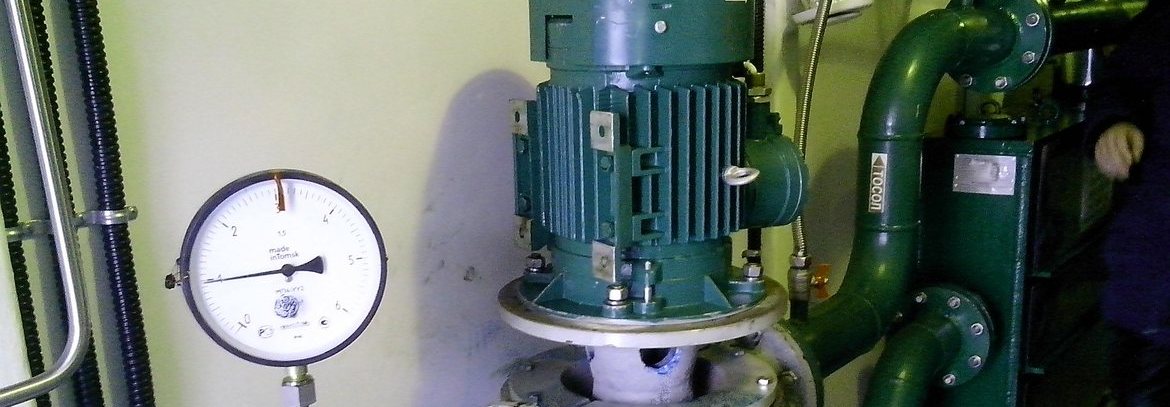
–í—Å–µ —ç–ª–µ–∫—Ç—Ä–æ–Ω–∞—Å–æ—Å–Ω—ã–µ –∞–≥—Ä–µ–≥–∞—Ç—ã —Ç–∏–ø–∞ –¶–ù–õ –º–æ–≥—É—Ç –∫–æ–º–ø–ª–µ–∫—Ç–æ–≤–∞—Ç—å—Å—è —á–∞—Å—Ç–æ—Ç–Ω—ã–º–∏ –ø—Ä–µ–æ–±—Ä–∞–∑–æ–≤–∞—Ç–µ–ª—è–º–∏.
–ù–∞—Å–æ—Å—ã –¶–ù–õ –∏–º–µ—é—Ç –∫–æ–º–ø–∞–∫—Ç–Ω—É—é –∫–æ–Ω—Å—Ç—Ä—É–∫—Ü–∏—é —Å –≥–∞–±–∞—Ä–∏—Ç–Ω—ã–º–∏ —Ä–∞–∑–º–µ—Ä–∞–º–∏ –≤ –º–æ–Ω—Ç–∞–∂–Ω–æ–º –∏—Å–ø–æ–ª–Ω–µ–Ω–∏–∏: –¥–æ –î—É 80 - «–Ω–∞—Å–æ—Å –Ω–∞ —Ç—Ä—É–±–∞—Ö»; —Å –î—É 100 –∏ –¥–∞–ª–µ–µ – «—Ç—Ä—É–±—ã –Ω–∞ –Ω–∞—Å–æ—Å–µ», –Ω–æ –≤ —Ç–æ–º –∏ –¥—Ä—É–≥–æ–º —Å–ª—É—á–∞–µ —Ñ—É–Ω–¥–∞–º–µ–Ω—Ç—ã –¥–ª—è –Ω–∞—Å–æ—Å–∞ –Ω–µ —Ç—Ä–µ–±—É—é—Ç—Å—è.
–ù–∞—Å–æ—Å—ã –¶–ù–õ /–ö–ú–õ/ —è–≤–ª—è—é—Ç—Å—è –∞–Ω–∞–ª–æ–≥–∞–º–∏ —Ñ–ª–∞–Ω—Ü–µ–≤—ã—Ö –ª–∏–Ω–µ–π–Ω—ã—Ö –Ω–∞—Å–æ—Å–æ–≤ —Å —Å—É—Ö–∏–º —Ä–æ—Ç–æ—Ä–æ–º —Ñ–∏—Ä–º: Wilo, Grundfos, KSB –∏ –¥—Ä. –í—Å–µ –Ω–∞—Å–æ—Å—ã –≤—ã–ø–æ–ª–Ω–µ–Ω—ã –∏–∑ –∞–ª—é–º–∏–Ω–∏–µ–≤–æ–≥–æ —Å–ø–ª–∞–≤–∞ –∏ —á—É–≥—É–Ω–∞.
–Ý—è–¥ –∏–Ω–Ω–æ–≤–∞—Ü–∏–æ–Ω–Ω—ã—Ö –∫–æ–Ω—Å—Ç—Ä—É–∫—Ç–æ—Ä—Å–∫–æ-—Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏—Ö —Ä–µ—à–µ–Ω–∏–π –ø—Ä–∏ —Ä–∞–∑—Ä–∞–±–æ—Ç–∫–µ –Ω–∞—Å–æ—Å–æ–≤ —Å–µ—Ä–∏–∏ –¶–ù–õ (–ö–ú–õ) –∑–∞—â–∏—â–µ–Ω –¥–≤—É–º—è –ø–∞—Ç–µ–Ω—Ç–∞–º–∏:
1. –ü–∞—Ç–µ–Ω—Ç –Ý–æ—Å—Å–∏–π—Å–∫–æ–π –§–µ–¥–µ—Ä–∞—Ü–∏–∏, ‚Ññ 2107193 –æ—Ç 12.11.1993 –≥. –ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω 24.04.1998 –≥. «–°–ø–æ—Å–æ–± –ø–æ–¥–∞—á–∏ –∂–∏–¥–∫–æ—Å—Ç–∏ –∏ —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω—ã–π –Ω–∞—Å–æ—Å –¥–ª—è –µ–≥–æ –æ—Å—É—â–µ—Å—Ç–≤–ª–µ–Ω–∏—è». –§–∏–Ω–∫ –Æ. –ú., –í–æ—Ä–æ–±—å–µ–≤ –í. –ú. –∏ –¥—Ä.;
2. –ü–∞—Ç–µ–Ω—Ç –Ý–æ—Å—Å–∏–π—Å–∫–æ–π –§–µ–¥–µ—Ä–∞—Ü–∏–∏, ‚Ññ 2107839 –æ—Ç 06.08.1993 –≥. –ó–∞—Ä–µ–≥–∏—Å—Ç—Ä–∏—Ä–æ–≤–∞–Ω 27.04.1998 –≥. «–°–ø–æ—Å–æ–± –ø–æ–¥–∞—á–∏ –∂–∏–¥–∫–æ—Å—Ç–∏ –∏ —Ü–µ–Ω—Ç—Ä–æ–±–µ–∂–Ω—ã–π –Ω–∞—Å–æ—Å –¥–ª—è –µ–≥–æ –æ—Å—É—â–µ—Å—Ç–≤–ª–µ–Ω–∏—è». –§–∏–Ω–∫ –Æ. –ú., –í–æ—Ä–æ–±—å–µ–≤ –í. –ú. –∏ –¥—Ä.
–ù–∞—Å–æ—Å—ã –¶–ù–õ –ø—Ä–µ–¥–Ω–∞–∑–Ω–∞—á–µ–Ω—ã –¥–ª—è –ø–µ—Ä–µ–∫–∞—á–∫–∏: –≥–æ—Ä—è—á–µ–π –∏ —Ö–æ–ª–æ–¥–Ω–æ–π –≤–æ–¥—ã; —Ö–ª–∞–¥–∞–≥–µ–Ω—Ç–æ–≤ —Ç–∏–ø–∞ —Ç–æ—Å–æ–ª –∏–ª–∏ —ç—Ç–∏–ª–µ–Ω–≥–ª–∏–∫–æ–ª—å; –º–∏–Ω–µ—Ä–∞–ª—å–Ω—ã—Ö –∏ —Ä–∞—Å—Ç–∏—Ç–µ–ª—å–Ω—ã—Ö –º–∞—Å–µ–ª –∏ –ø—Ä.
–í—ã–≤–æ–¥—ã
–í —Å—Ç–∞—Ç—å–µ –∏–∑–ª–æ–∂–µ–Ω—ã –º–∞—Ç–µ—Ä–∏–∞–ª—ã –ø–æ —Ä–∞–∑—Ä–∞–±–æ—Ç–∫–µ –Ω–æ–≤—ã—Ö –∏–Ω–Ω–æ–≤–∞—Ü–∏–æ–Ω–Ω—ã—Ö —Ç–µ—Ö–ø—Ä–æ—Ü–µ—Å—Å–æ–≤ –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è —Ä–∞–±–æ—á–∏—Ö –∫–æ–ª–µ—Å –ª–æ–ø–∞—Ç–æ—á–Ω—ã—Ö, –≥–∏–¥—Ä–∞–≤–ª–∏—á–µ—Å–∫–∏—Ö –∏ –≥–∞–∑–æ–≤—ã—Ö –º–∞—à–∏–Ω –ø–æ —Å—Ö–µ–º–µ «–¥–∏—Å–∫ –≤–º–µ—Å—Ç–µ —Å –ª–æ–ø–∞—Ç–∫–∞–º–∏». –ú–æ–Ω–æ—à—Ç–∞–º–ø–æ–≤–∞–Ω–Ω—ã–µ –∫–æ–ª–µ—Å–∞ –æ–±–ª–∞–¥–∞—é—Ç –≤—ã—Å–æ–∫–∏–º–∏ —Ç–µ—Ö–Ω–æ—ç–∫–æ–Ω–æ–º–∏—á–µ—Å–∫–∏–º–∏ –ø–æ–∫–∞–∑–∞—Ç–µ–ª—è–º–∏. –î–æ—Å—Ç–æ–≤–µ—Ä–Ω–æ—Å—Ç—å –ø–æ–ª—É—á–µ–Ω–Ω—ã—Ö —Ä–µ–∑—É–ª—å—Ç–∞—Ç–æ–≤ –¥–æ–∫–∞–∑–∞–Ω–∞ –≤–Ω–µ–¥—Ä–µ–Ω–∏–µ–º –Ω–æ–≤—ã—Ö —Ç–µ—Ö–ø—Ä–æ—Ü–µ—Å—Å–æ–≤ –≤ —Å–µ—Ä–∏–π–Ω–æ–µ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–æ.
–í–æ—Ä–æ–±—å–µ–≤ –í.–ú., –¥.—Ç.–Ω., –ø—Ä–æ—Ñ.
–§–∏–ª–∞—Ç–æ–≤–∞ –ò.–í., —Å.–Ω.—Å.